Vit expanderad cellplast sk frigolit
Lila extruderad cellplast
Denna artikel ska försöka förklara lite av hemligheterna om hur man lyckas med att skära cellplast med varmtrådsåg. Kortfattat fungerar en varmtrådsåg på följande sätt. Man låter en elektrisk ström gå genom en tunn tråd som då blir varm. Med den varma tråden kan man då skära cellplast. "Det är som att skära smör med en varm kniv". För att få snitten på rätt ställe behövs något som styr tråden dvs en eller flera mallar.
Det finns två sorters vanlig cellplast av polystyren: expanderad och extruderad. Expanderad cellplast är nästan alltid vit. Den består av små kulor som expanderas och smälts ihop under värme och tryck. Den kallas i dagligt tal för "frigolit". Beroende på hur mycket kulorna har expanderats under tillverkningen får man cellplast med olika densitet. Ju större kulor desto lägre densitet. Låg densitet är runt 15 kg/m3 (kuldiameter ca 5-6 mm) och hög runt 30 kg/m3 (kuldiameter ca 2-3 mm). Kulorna gör att cellplasten är svår att slipa utan att riva loss kulorna. Det går att slipa den om man använder finkornigt (>240 korn) sandpapper och är lätt på handen.
|
|
|
Vit expanderad cellplast sk frigolit |
Lila extruderad cellplast |
Den andra sorten, Extruderad, har en homogen struktur. Den är oftast färgad: blå, rosa, grå eller lila. Den är tyngre än den expanderade cellplasten och brukar väga runt 40kg/m3. Den är starkare men något sprödare än expanderad cellplast. Den är lättare att slipa med sandpapper jämfört med expanderad cellplast.
Båda varianterna av cellplast finns att köpa hos de flesta byggvaruhus. De sälj i skivor med måtten 60 x 120 cm. Den expanderade cellplasten finns i tjocklekar från 1 cm upp till 10 cm. Den extruderade finns vanligen i 5 och 7 cm.
För att hålla tråden rak under skärningen använder man en skärbåge. Bågen spänner ut tråden som blir rak.
Tråden töjer sig en aning när den blir varm så en lagom förspänning av tråden är ett måste. Om den är för hårt spänd går den av när den blir varm, för löst och den blir slapp. Tråden kan vara gjord av rostfritt stål eller kanthal. Tråddiametern bör ligga på 0.4-0.5 mm. Jag har använt 0.4 mm kanthaltråd köpt på Clas Ohlson och 0.7 mm från Elfa. Rostfri tråd kan köpas i fiskeaffärer där den sälj som tafs. Se till att tråden ej varit kraftigt böjd någonstans. Det lämnar ojämnhet i tråden som är svår att få bort när man spänner bågen. Bäst är det om tråden är snyggt upplindat på en spole. Ojämnheter i tråden kan man få bort genom att dra tråden över en träbit efter att man spännt upp tråden på bågen. Skänklarna på bågen riktas utåt från varandra. När man sedan spänner tråden ska skänklarna blir parallella. Till skänklarna används enklast härdat rundstål exempelvis axelstål.
En skärbåge är rätt enkel att tillverka själv. Följande behövs: Bas/handtag av trä 22x70 mm (Lavvirke av Abachi), skänklar av 8 mm härdat rundstål, 2 st av längd 50 cm behövs (Silverstål/axelstål från Clas Ohlson), Kanthaltråd. Gör bågens bredd dvs trådlängden ca 20 cm längre än den längsta vingdel du ska skära.
Borra hål (8 mm borr) för rundstålen i handtaget. Hålen ska vara placerade så att stålen pekar utåt från varandra. Tex om handtaget är 1 meter så ska avståndet mellan stålen var ca 1.1-1.2 meter. Fila ett spår runt stålet 5 mm från änden. Där ska tråden fästas så att den inte glider längs stålet. Slå i stålen i handtaget. Tänk på att änden med spåret ska vara utåt. Fäst tråden på ena stålet. Spänn och fäst tråden på det andra stålet. Använd små krokodilklämmor för att ansluta kabeln till skärtråden.
För att värma tråden behöver man en strömkälla. Den behöver vara reglerbar för att man ska kunna ställa in lagom värme på tråden. Den måste kunna leverera minst 2-4 ampere och 15-25 volt. Det finns många nätaggregat att köpa som klarar av dessa krav. Nackdelen är att de är rätt dyra. Ett annat alternativ är att man bygger ett nätaggregat själv. Är man elflygare kan man använda sitt 20 cells acke och fartreglage som strömkälla. Vissa laddare kan också vara strömkälla till tråden.
Strömmen som ger lagom värme beror på tråddiametern och materialet som ska skäras. På mina bågar använder jag 0.4-0.7 mm kanthaltråd och de behöver ca 2-4 A för vit expanderad cellplast. Den högre strömmen för den tjockare tråden. Tunnare tråd kräver dock högre spänning så effekten dvs värmen är rätt konstant oavsett trådtjocklek. För EPP (expanderad polypropylen) går jag upp till ca 5 A. Följande värden har jag mätt upp på mina skärbågar för vit expanderad cellplast:
| Trådtyp | Tråddiameter (mm) | Trådlängd (cm) | Spänning (V) | Ström (A) | Effekt/längd(W/cm) |
| Kanthal D (Elfa) | 0,7 | 107 | 14,5 | 4 | 0,54 |
| Kanthal D (Elfa) | 0,7 | 166 | 21 | 4 | 0,51 |
| Kanthal D (Elfa) | 0,5 | 116 | 25 | 3 | 0,64 |
Jag rekommenderar att man skaffar en amperemeter för att ställa in ungefär rätt värme på tråden. Sedan måste man prova sig fram tills man trivs med värmen på tråden.
För att tråden ska gå rätt väg genom cellplasten och resultat ska bli en snygg vingkärna måste man ha mallar.
Mallar för vingkärnor kan vara av två typer: Under- och övermallar alternativt profilmall.
Under- och övermall är två separata mallar. Undermallen används när man skär undersidan av vingkärnan och övermallen för översidan. Profilmallen är en mall som används vid skärningen av både under- och ovansidan av vingkärnan. Den kan liknas med en sprygel. På profilmallen brukar jag göra en spetsig framkant. Den låter man sticka utanför blocket när man ska skära. Då är det lättare börja genom att man kan vila skärtråden på spetsen med tråden kall. Slå på strömmen och tråden värms upp och man börjar skära.
 |
 |
|
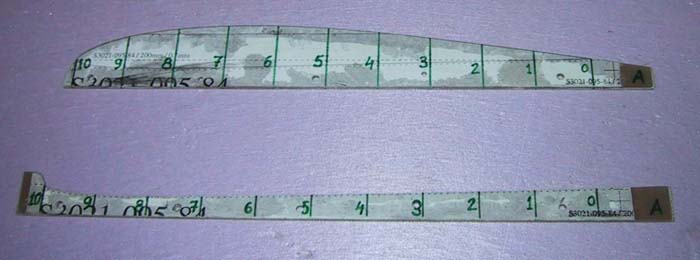
Över- och undermall |
Profilmall (notera spetsen i framkanten) |
Mallar kan göras i många material tex aluminium, glasfiberlaminat, plywood eller formica. Viktigt är dock att materialet tål värmen från tråden och att ytan som tråden glider mot är slät så att tråden ej fastnar. Jag brukar göra mina mallar av 1 mm hård aluminiumplåt. Använder man tjockare plåt stjäl den för mycket värme ifrån tråden så cellplasten blir fransig i kanterna.
På mallen ska man också markera tio streck från framkant till bakkant. Avståndet mellan varje streck ska alltså vara en tiondel av kordan. Markera strecken på båda sidorna om mallarna. Numrera strecken med början från framkant av mallen. Dessa streck används till att hålla samma skärtakt i båda änderna av vingkärnan. Det finns många datorprogram som ritar mallar från koordinater och som gör ovanstående och många andra finesser. För att nämna ett par gratis program som kan hämtas via internet: Plotfoil, Profile, Airfoil1 och Profili. Det finns också program som man får betala för: tex Winfoil och CompuFoil.
Så här tillverkar jag mina mallar. Jag använder ett av plottprogrammen ovan och skriver ut på en vanlig bläckstråleskrivare. Rugga upp ytan på plåten där pappersprofilen ska limmas fast. Vanligt sandpapper funkar bra. Klipp ut profilen och limma fast den på aluminiumplåten med cyanolim. Såga ut profilen så nära mallen som möjligt men det får ABSOLUT INTE sågas in i själva profilen. Fila bort det sista ner till profilen. Enklast är att fästa profilen i ett skruvstäd när man filar. Jag använder en grov och fin fil. Den grova för snabb avverkning och den fina för att få en slät yta för tråden att glida på. Till slut slipar jag glidytan med väldigt fin slippapper (korn >240).
Mallarna fästs på kortändorna på cellplastblocket med knappnålar genom små hål i mallarna. Jag använder ca 15-20 nålar för varje mall. Borra hålen en bit från kanten så att huvudena på nålen inte sticker utanför kanten på mallen. Jag använder 1 mm borr för hålen.
Placera mallen mitt på blocket så det blir lika mycket cellplast ovanför som under mallen. Markera och rita först ut stödlinjer på blocket så blir det enklare att få mallen på rätt plats. Nåla fast mallarna på cellplast blocket. Vinkla nålarna något mot mitten av mallen så att inte tråden riskerar att fastna i någon av nålarna. Nu kan man bygga in skränkning i vingen genom att höja bakkanten lite på mallen för vingspetsen.
För att vingkärnan ska bli rak bör man arbeta på ett plant underlag och tynga ner cellplastblocket med tyngder jämnt spridda över blocket. Man kan också tejpa fast blocket provisoriskt så att det inte glider iväg när man skär.
Koppla upp bågen och kontrollera att strömmen är lagom. Slå sedan av strömmen till bågen. När man skär måste man vara två personer. En på varsida om cellplastblocket som håller i varsin ände på skärbågen. Börja skära i framkant. Placera bågen så tråden vilar på mallen och mot cellplastblocket. När båda är klara slå på strömmen till bågen. Applicera en lätt kraft mot cellplasten med tråden. Efter en kort uppvärmning börjar tråden att skära i blocket. Bibehåll samma kraft genom att med konstant hastighet föra bågen mot bakkanten på mallen. Se också till att tråden hela tiden ligger an mot mallen. Stannar tråden upp under skärningen får man obönhörligen ett jack i vingkärnan där. För att båda sidorna ska bli klara samtidigt räknar den person som har den längsta mallen högt siffrorna tråden passerar på hans mall. Den andra personen får anpassa skärhastigheten på sin sida så tråden där passerar samma siffra samtidigt som på den andra sidan. Detta kräver lite träning för att man ska bli samkörda. Det kan underlätta om man inte har för hög värme i början.
Drar man för fort så hänger inte tråden med i mitten av blocket. Tråden bågnar. Det gör att tråden i mitten går innerkurva och vingkärnan blir tunnare där. Detta syns tydligast i framkanten av vingkärnan. Lagom skärhastighet är ca 20 cm/minut. Drar man för långsamt smälter för mycket av vingkärnan bort. Drar man med ojämn hastighet syns det som längsgående streck på vingkärnan. Alltså träna.
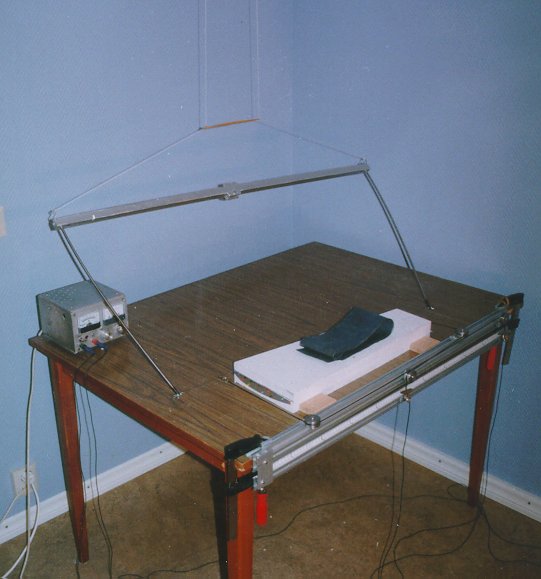
Bilder:
1: Min hemmabyggda kopia av Feathercut för att skära vingkärnor.
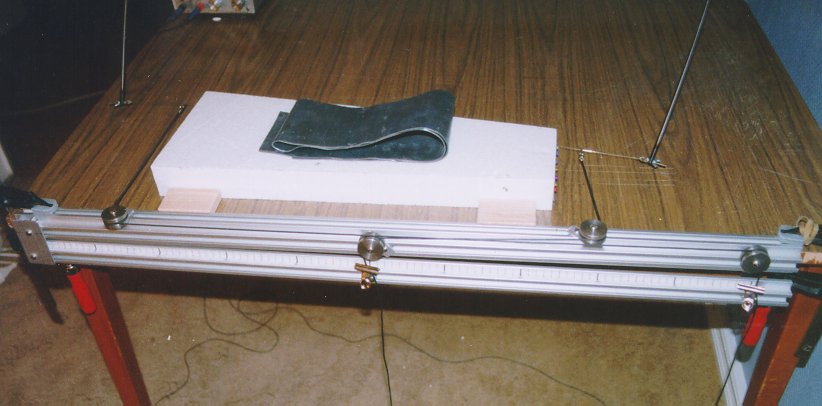
2-3: Färdigt att skära, bara att slå på strömmen
och skärningen börjar. 4: I aktion. Notera mallen i aluminium fastsatt
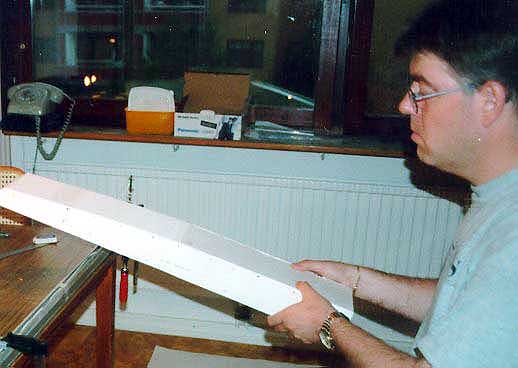
med nålar. 5-6: Skärning för hand av kroppen till Spitfire.
Skärbågen är fastsatt på bordet med skruvtvingar. Klicka
på bilder för att se dem i större storlek.